Zurück zur ZündappSX80-Seite Zurück zu INGBILLY
Radnaben für die SX80 sind ein seltenes Gut, darum lohnt es sich durchaus auch einmal über eine Überholung nachzudenken.
Ich bekam eine Nabe in recht desolatem Zustand, die Bremstrommel war sehr
weit abgenutzt, beide Lagersitze zu groß, ein Lagersitz hatte einen Riß und ein
Segment für den Ruckdämpfer war teilweise ausgebrochen.
Somit konnte eigentlich nichts kaputtgehen, wenn man mit diesem Teil Experimente
macht.
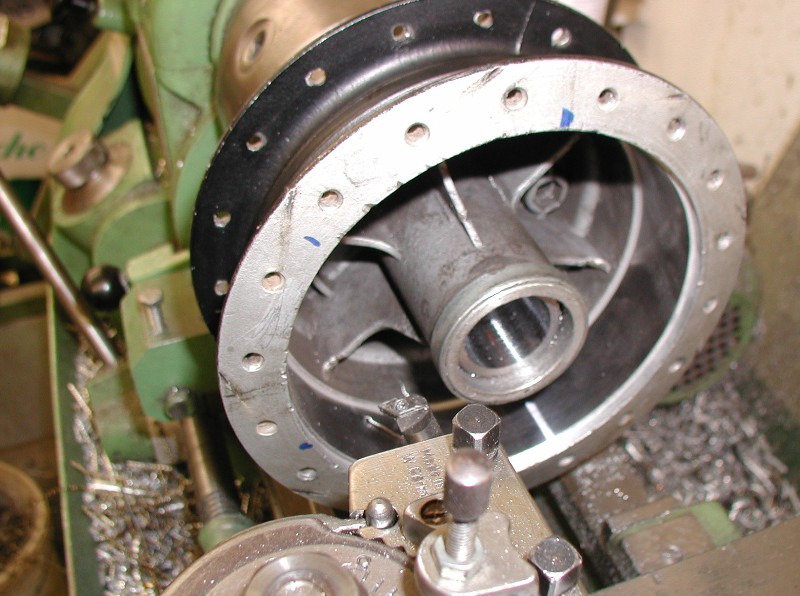
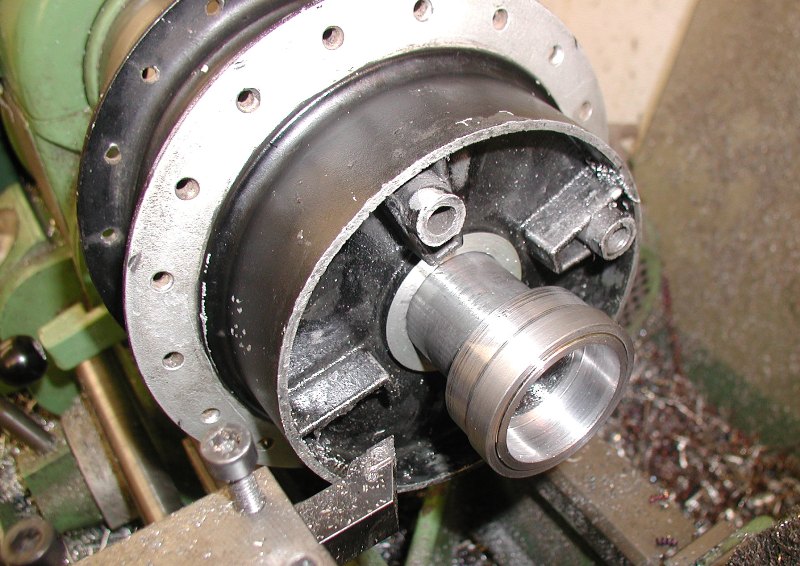
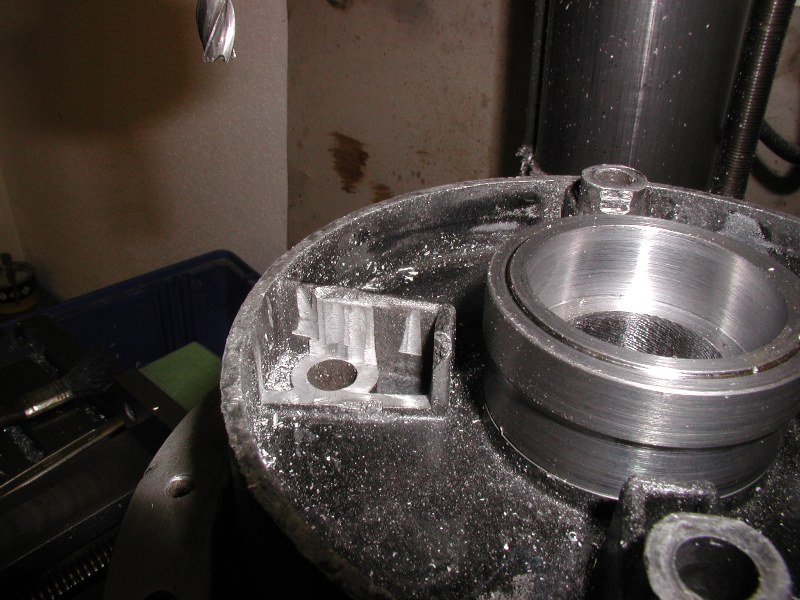
Zunächst wurde die Bremstrommel ausgedreht und der kleine Absatz neben der Bremstrommel saubergedreht (leider kein Foto gemacht, aber auf diesem Bild sieht man die ausgedrehte Trommel und den kleinen Absatz sehr gut)
Auf dem kleinen Absatz wird später für die Bearbeitung der anderen Seite gespannt, deswegen ist dieser Absatz so wichtig.
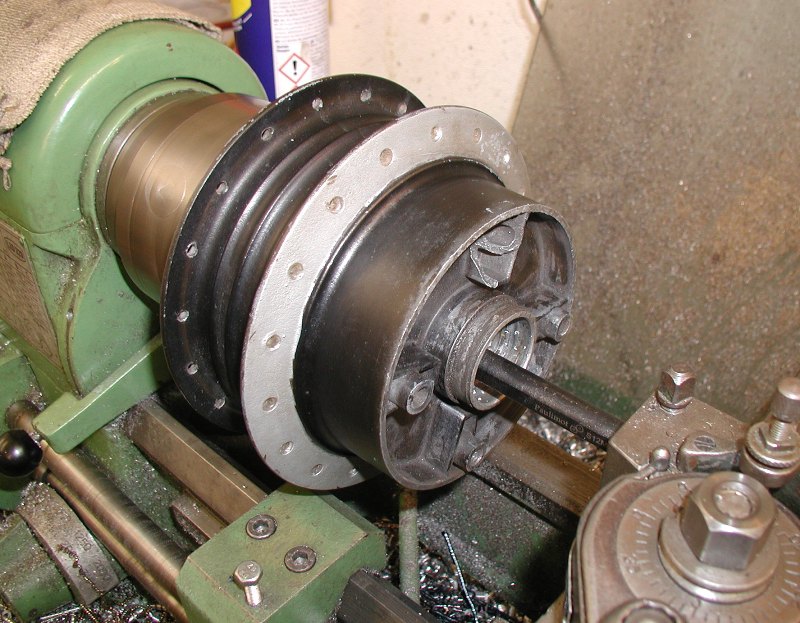
Anschließend wurde einmal probehalber der Innendurchmesser der Nabe
ausgedreht, aber noch nicht bis zu dem Maß, das später benötigt wird. Das war
nur ein Test, ob der kleine Absatz zum Spannen ausreicht.
Wenn man nicht zustellt wie verrückt, kann man so sehr gut arbeiten.
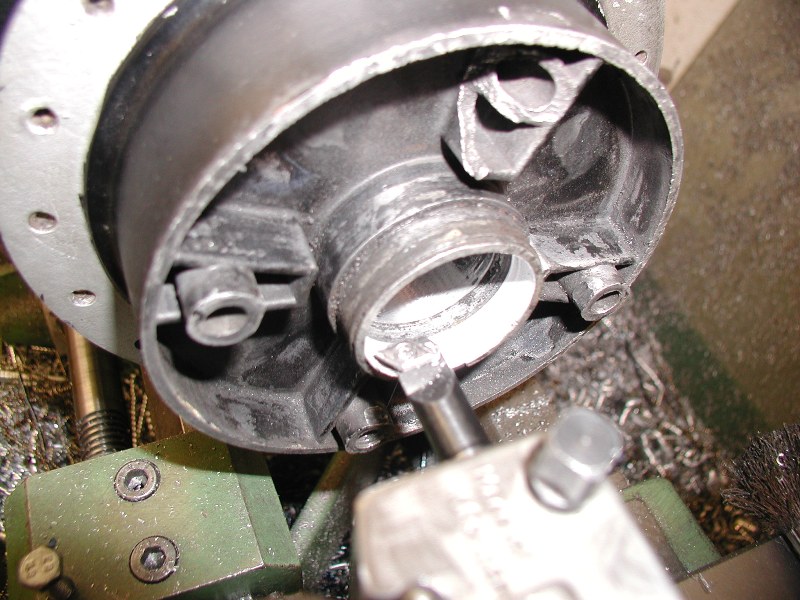
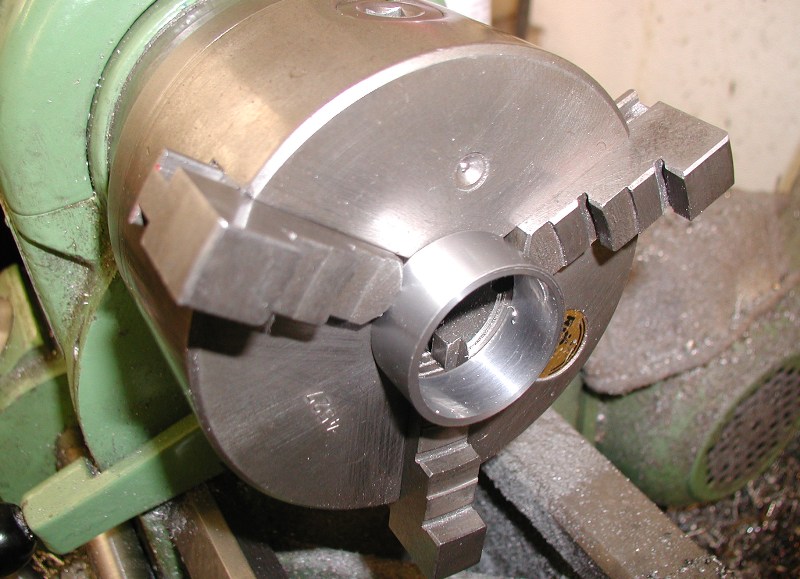
Der auf den folgenden Bild zu sehende Lagersitz wird fast vollständig abgedreht werden müssen, da er nicht nur ausgeschlagen ist, sondern auch einen Riß hat, also geplatzt ist.

Auf dem nächsten Bild sieht man die Hülse, die durch die ganze Nabe gepresst werden wird. Der große Durchmesser wird der Lagersitz auf der Antriebsseite. Der lange Durchmesser wird der Preßsitz im Innendurchmesser der Nabe. Die Bohrung muß so groß gemacht werden, daß das Rohr zwischen den Innenringen der Lager aufgenommen werden kann (Durchmesser 27mm).

Nachdem die Hülse fertig ist, wird die Nabe auf das passende Innenmaß ausgedreht.
Nach dem Innendurchmesser wird der Lagersitz stückweise abgedreht. Vom Lagersitz und dem Zentrierdurchmesser für den Gummi wird nicht mehr viel übrigbleiben.
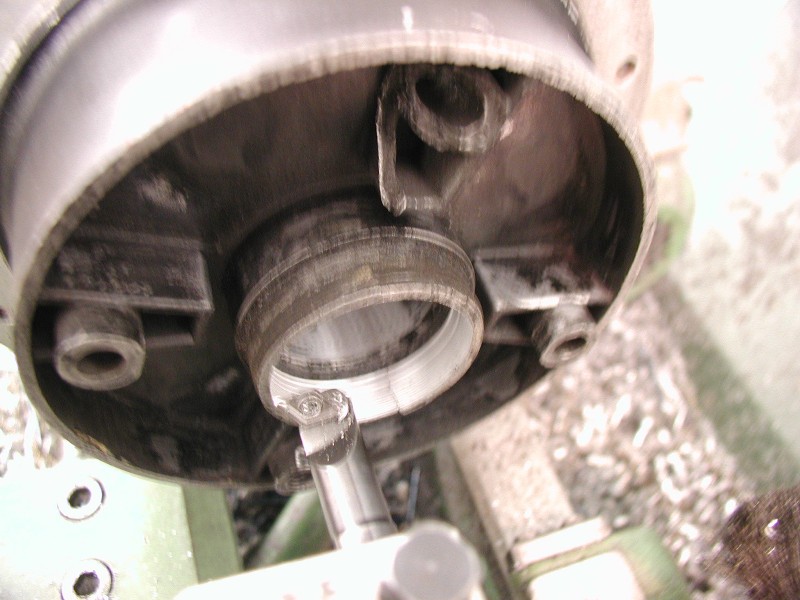
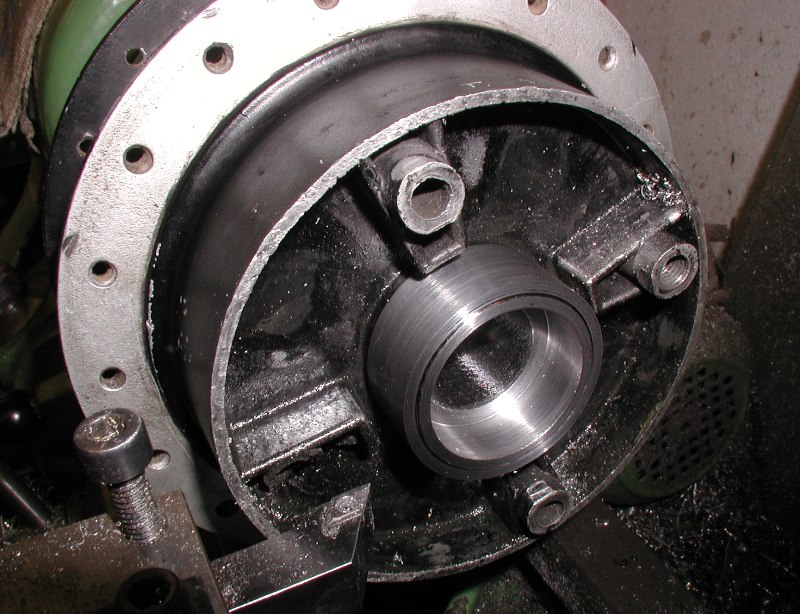
Das nächste Bild ist zwar nicht besonders scharf, aber man sieht unten zwischen 5 und 6 Uhr die Stelle, an der der Lagersitz geplatzt ist.
Nun wird das angefertigte Innenteil in die Nabe eingepresst, aber nicht ganz.....
... denn es muß noch der Durchmesser für den Ruckdämpfer gedreht werden und
der muß zur Nabe laufen, also geht das nur, wenn die Hülse in der Nabe
eingepresst ist.
Auch der Durchmesser 46mm, der Zentrierdurchmesser für das Kettenrad wird erst
im eingepreßten Zustand gedreht.
Auf der Bremstrommelseite steht nun die Hülse etwas in den Lagersitz hinein. Das muß noch ausgedreht werden.

Wenn die Hülse zurückgestutzt ist, wird auch gleich der zweite Lagersitz ausgedreht, damit da ein neuer Stützring eingebaut werden kann.
Auf dem nächsten Bild der neu ausgedrehte Lagersitz in Übergröße....

... und hier entsteht der neue Ring, der aber, wenn er in der Nabe eingepresst ist, noch mal ausgedreht werden muß.
Der Ring vor dem Einpressen....

... und nach dem Einpressen. Der Überstand wird natürlich auch noch gekürzt.

Fertig ist der Lagersitz auf der Bremstrommelseite.

Dann wird der Lagersitz auf der Antriebsseite ausgedreht....
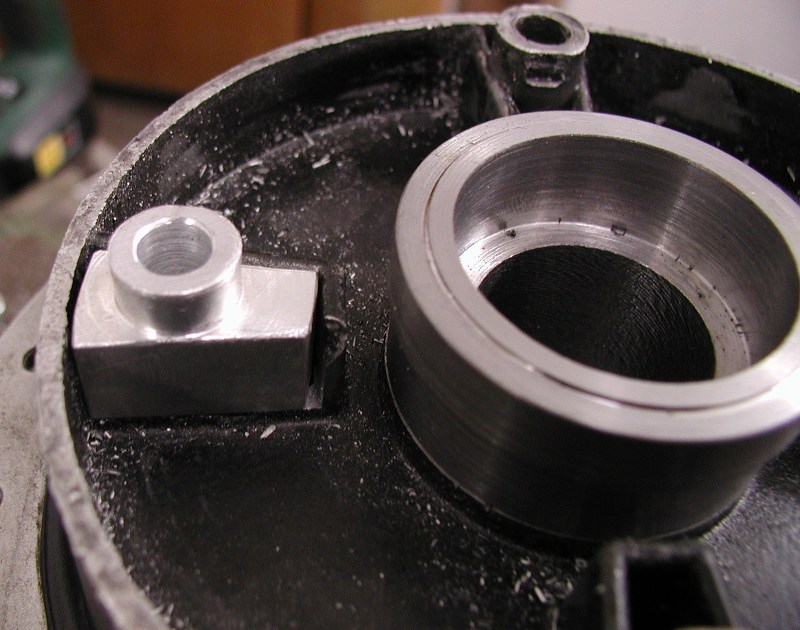
Nun kommen wir zu dem abgebrochenen Antriebssegment. Hier wurde der gebrochene Teil ausgefräst (noch unsauber auf dem Bild) und ein Einsatz wird angefertigt.
Das runde Teil des Einsatzes wird an einem Klötzchen angedreht. Die Bohrung ist hier erstmal 6mm für die Schraube und wird später auf 7,5mm aufgebohrt.

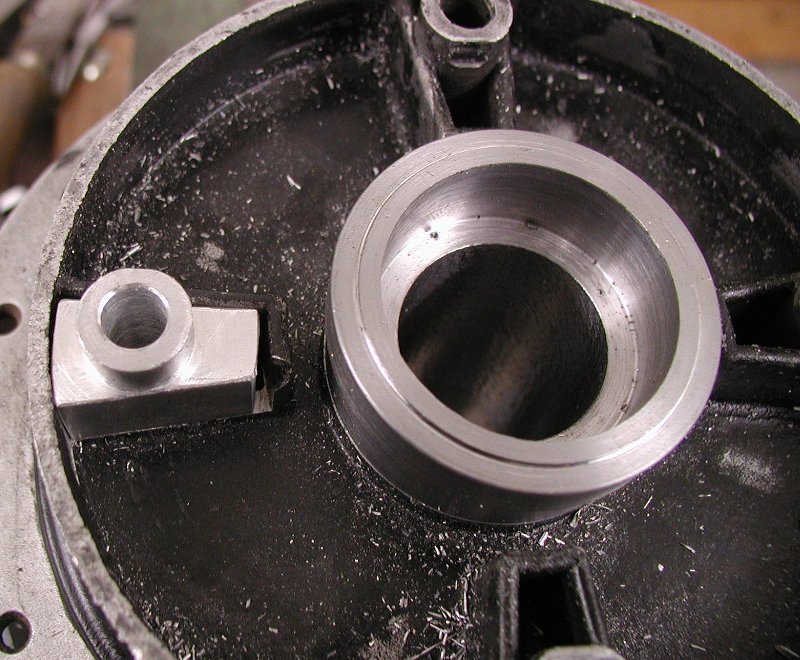
Anschließend wird die Außenkontur passend an die Tasche angefräst, allerdings ist das an den Enden anschließend auch etwas Feilarbeit.



So sitzt das Klötzchen vor dem Schweißpunkt in der Tasche. Ob es das Anpunkten überhaupt braucht, wird der Versuch zeigen.
Mir aufgesetzem Kettenrad:

Soweit hier mal von der Überholung, sollten sich weitere Erkenntnisse ergeben, gehts in diesem Theater weiter :-)