
Zurück zur HondaXL600-Seite Zurück zur Honda-Seite Zurück zu INGBILLY
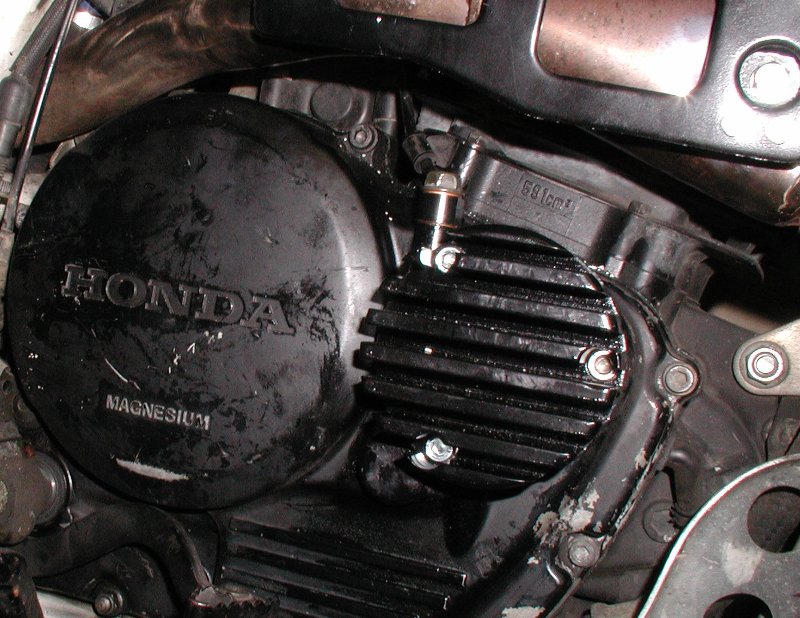
Unsere Honda schwächelt ja gerne wegen Temperatur. Und weil der Winter gar so lang war, habe ich eine Idee umgesetzt, die ich irgendwo mal gesehen hatte. Ich hatte mal ein Bildchen gesehen, auf dem so ein Deckel für den Ölfilter für die XL600 mit Kühlrippen zu sehen war.
Eine Bezugsquelle für diesen Deckel war nicht zu finden, also ging es wieder mal in den Keller.
Vom Originaldeckel wurden Zeichnungen angefertigt, nach denen dann dieser Ölfilterdeckel angefertigt wurde.
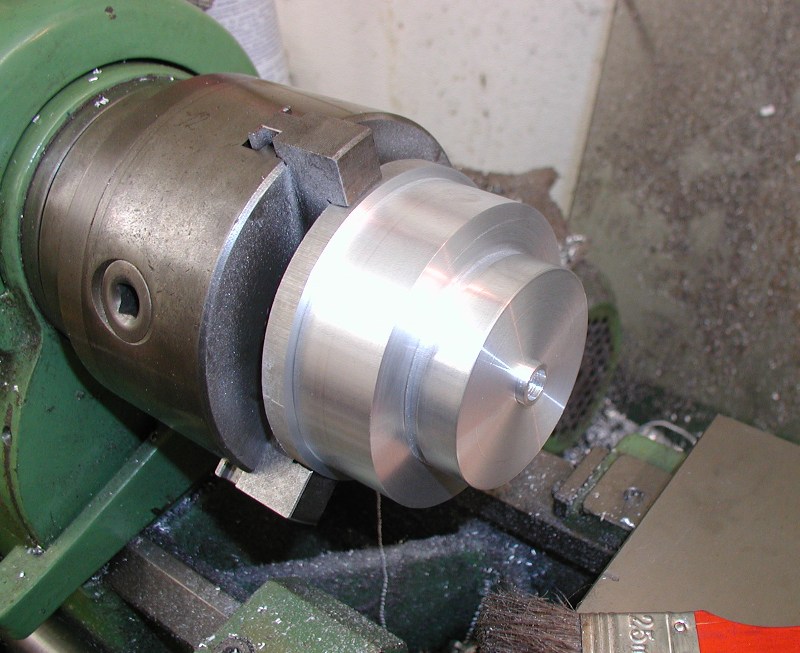
Drehteil der Ölfilterseite, erster Durchgang. Der Zentrierzapfen mit der Bohrung nimmt später mal den Ölfilter auf. Der zweite Außendurchmesser ist die Kontaktstelle zum Kupplungsdeckel und der dritte Außendurchmesser wird der Außendurchmesser der Kühlrippen.
An der einen oder anderen Stelle mag man sich wundern, wie ich das umgesetzt habe, aber die Art der Befestigungen bzw. Aufnahmen für die verschiedenen Bearbeitungsgänge orientiert sich an meinen Fertigungsmöglichkeiten.
Nachdem die erste Seite gedreht ist, wird ein Aufnahmewerkzeug aus Stahl für die Bearbeitung der zweiten Seite angefertigt. Durch dieses Werkzeug hindurch werden die Bohrungen für die Befestigungsschrauben angelegt, die später auch die Befestigungsbohrungen für den Deckel sind, die aber zwischenzeitlich auch als Befestigung für die weitere Bearbeitung herhalten müssen.
Hier werden die Bohrungen nur mit den großen Bohrer (Durchmesser 6,5mm) angezeichnet und nach dem Ausbau mit 5mm durchgebohrt, damit man ein M6-Gewinde schneiden kann.

Anschließend wird das Werkstück mit den M6 Schrauben an die Aufnahme geschraubt...

... wobei diese Aufnahme auch das Spannwerkzeug für die Drehbearbeitung der zweiten Seite ist.

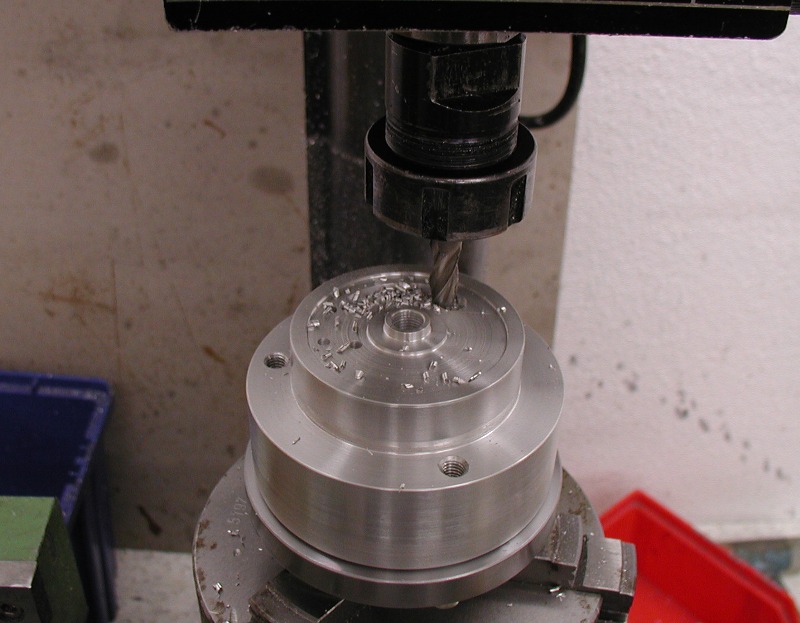
Es gibt drei dieser Aufnahmewerkzeuge aus Rundstahl. Das nächste
Bild zeigt die Aufnahme, mit dem das Werkstück für die Fräsbearbeitung der
Ölfilterseite wieder in den Gewindebohrungen aufgespannt wird.
Die Fräsbearbeitung erfolgt auf einem Teilapparat und dabei werden die Kammern
für den Ölfluß um den Filter hergestellt.

Nachdem die seitliche Ölaustrittsbohrung eingebracht ist, wird das Teil wieder auf der Fräse aufgespannt und der seitliche Öleintrittskanal wird ausgefräst. Außerdem werden die Übergänge zwischen den Kammern eingebracht.
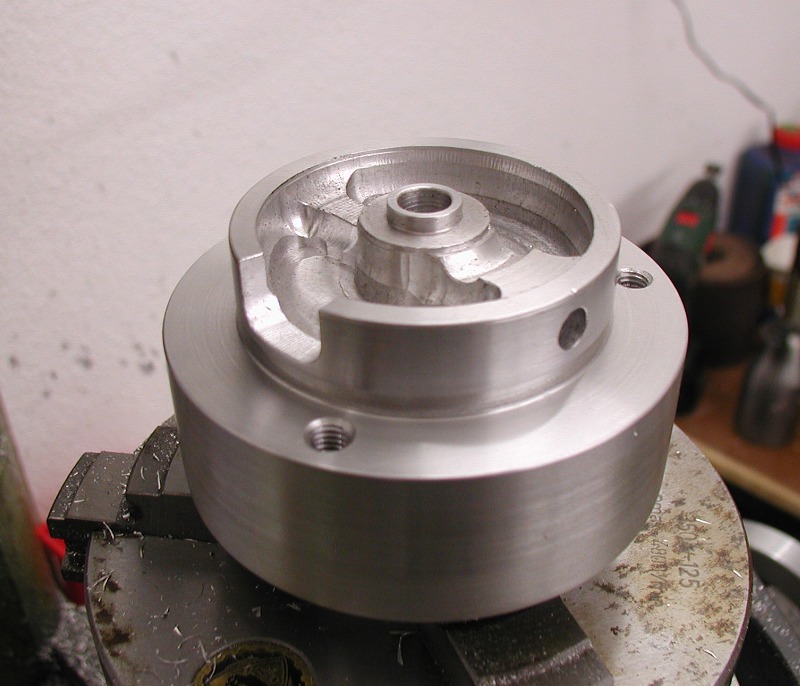
Anschließend werden die Gewinde ausgebohrt und mit einem Zapfensenker so tief angesenkt, wie später auch die Befestigungsschrauben sitzen sollen.

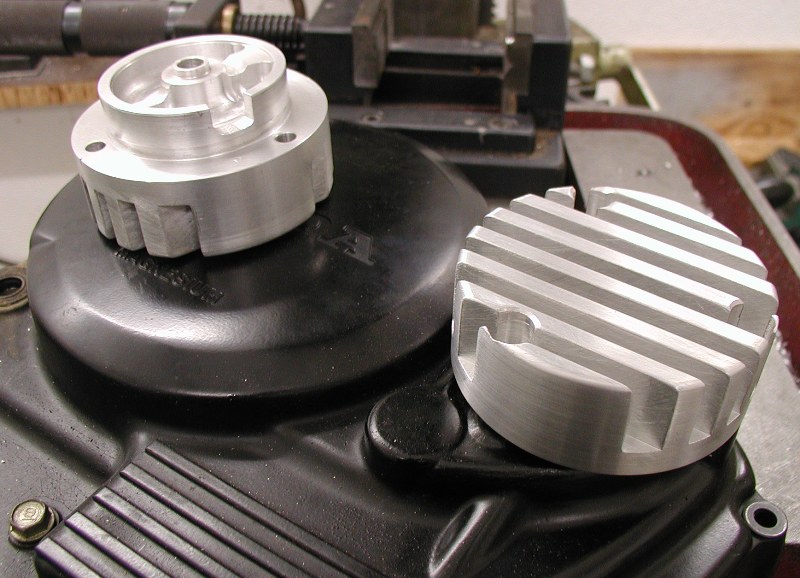
Hier einmal ein schon fortgeschrittenes Exemplar neben einem fertigen Drehteil
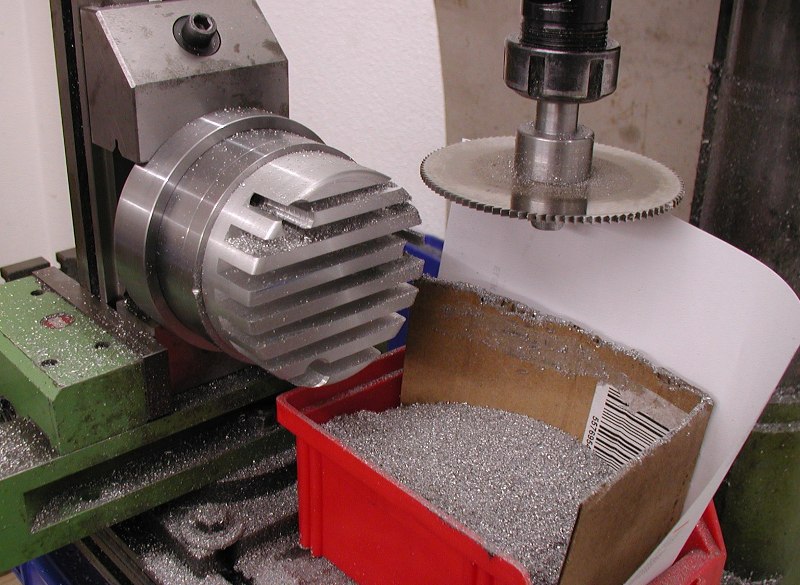
Mit einer weiteren Aufnahme wird das Teil auf die Fräsmaschine gespannt und es werden die Schlitze eingebracht
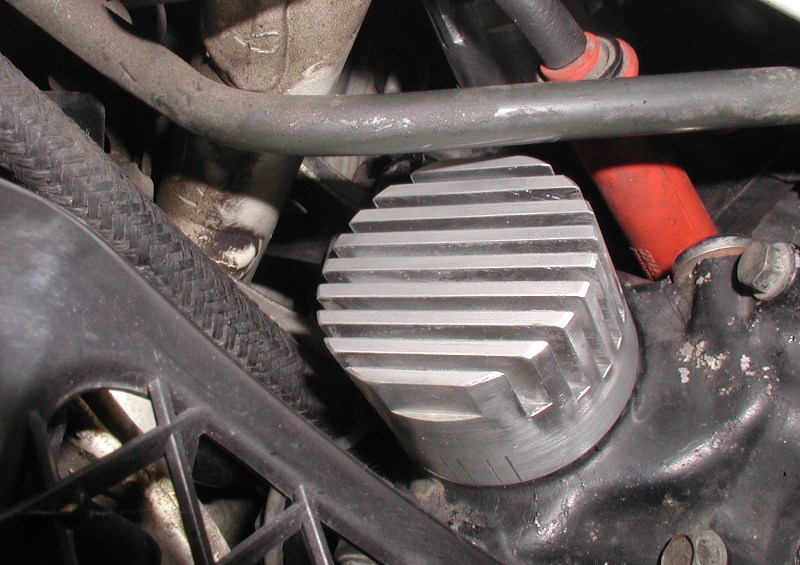
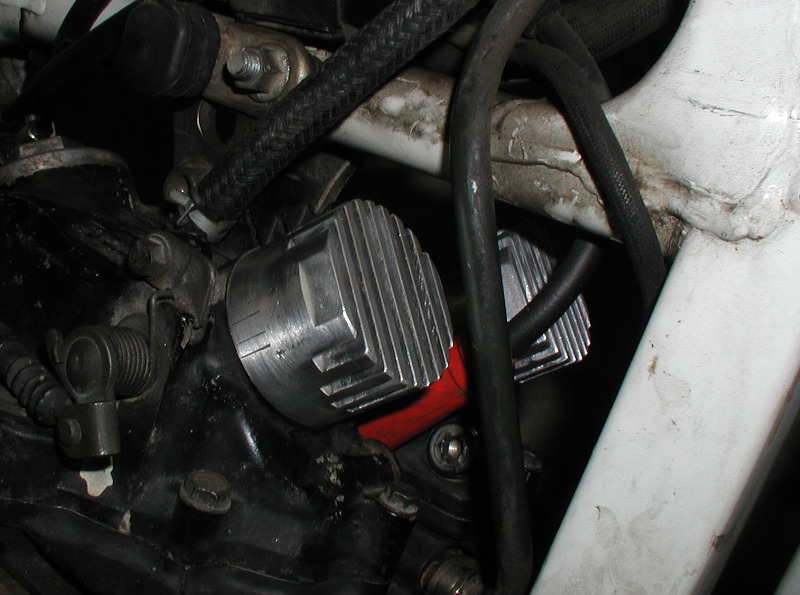
Nach der Schlitzerei nochmal im Kupplungsdeckel:

OK, auf die Schnelle schwarzer Büchsenlack....
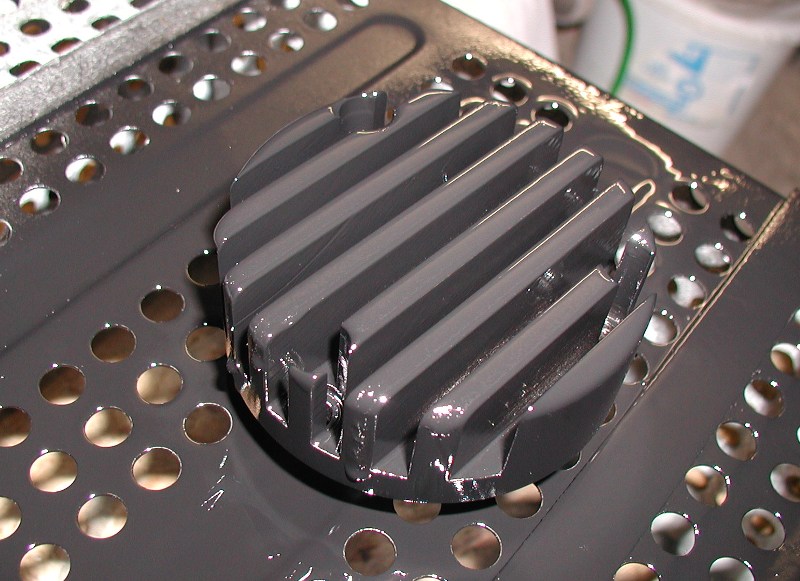

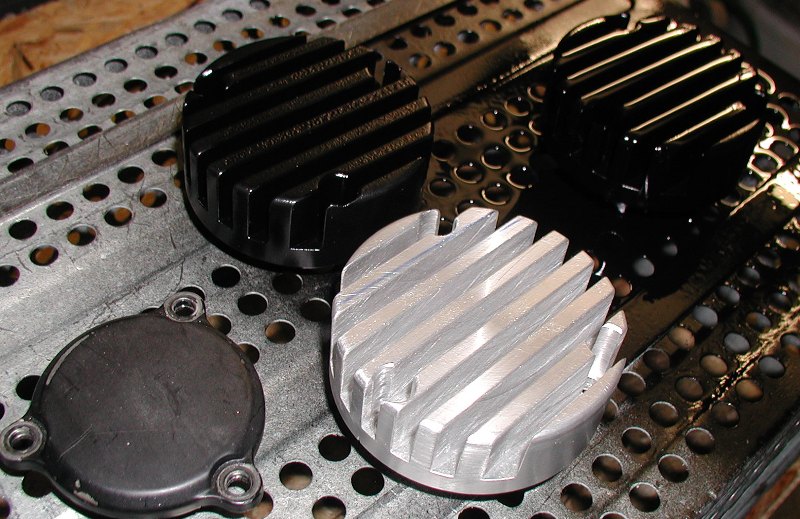
wobei einer der Deckel später nochmal sandgestrahlt wird. Der Deckel wird eloxiert, vermutlich in der Farbe Porno-Gold.
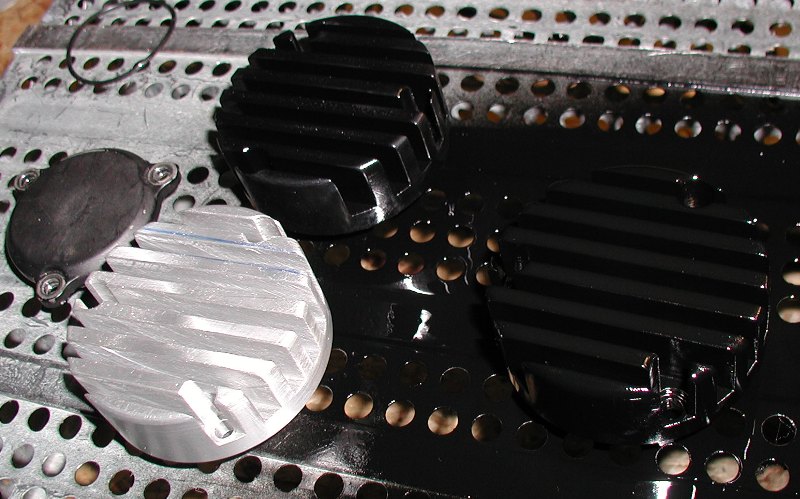
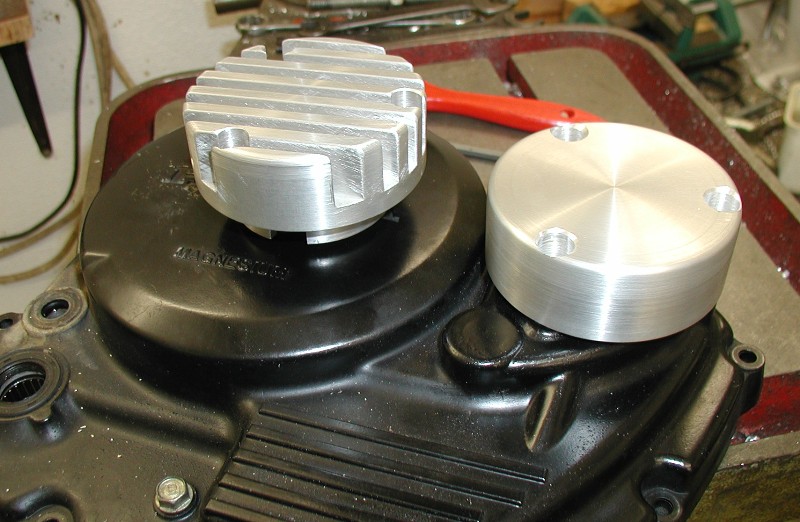
Und hier noch das, was bei der Schlitzerei als Nebenprodukt abgefallen ist. Nockenwellendeckelchen mit Kühlrippen.

Happy Nachmaching.